

The molybdenum disulfide nylon extrusion equipment is a sheet extrusion production line specifically designed for PA6/PA66 modified with molybdenum disulfide. The equipment requires a dedicated, wear-resistant screw with a temperature control accuracy of ±1℃, and is suitable for processing temperatures of 220-260℃.
Raw Material Preparation: PA+MoS₂ granules are dried (moisture content ≤0.1%) and then fed into the extruder hopper by a feeder.
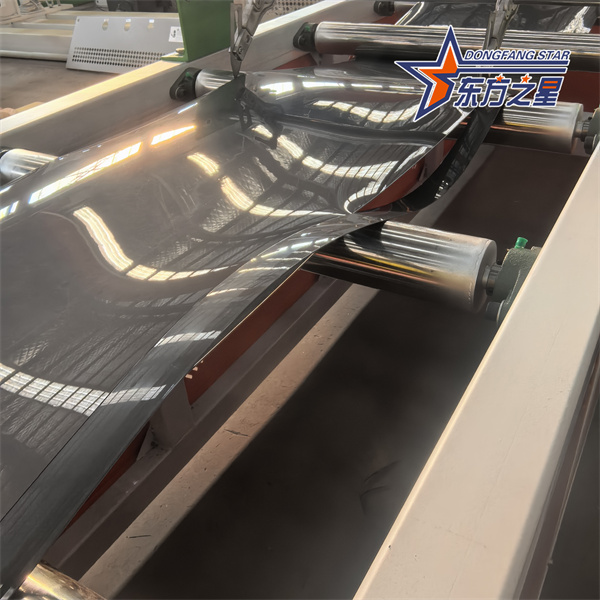
Plasticizing Extrusion: A single screw shears and plasticizes the material through a conveying section → compression section → metering section. The melt is then uniformly extruded into sheets through a die.
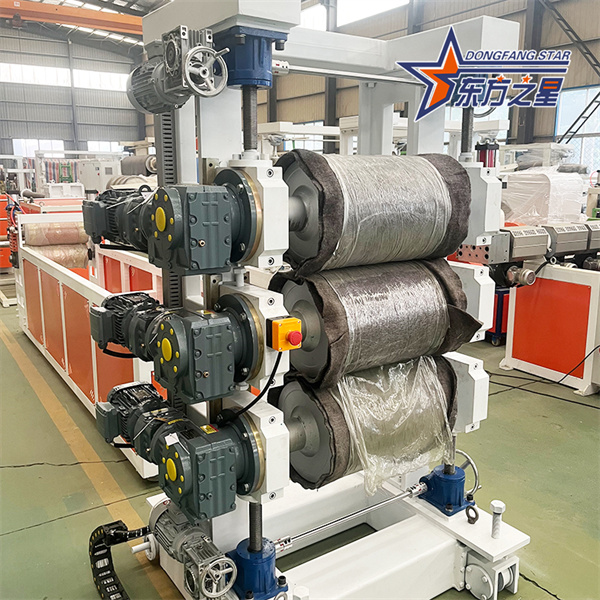
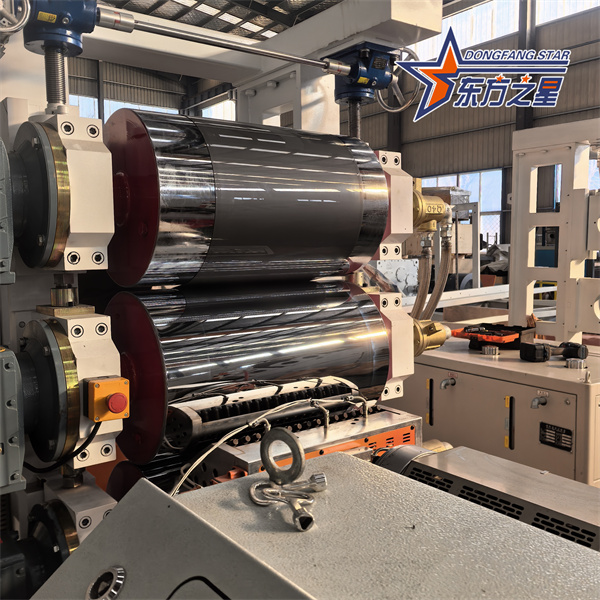
Forming and Cooling: A three-roll calender performs thickness shaping and surface treatment on the sheets. The cooling system rapidly cools the sheets to below 60℃ to prevent deformation.
Traction System: The speed of the traction machine should be higher than that of the extruder to ensure stable production.
Machine Selection: Select the screw diameter based on production capacity and the width and thickness of the product.
Raw Material Compatibility: Strengthen the screw's wear resistance and dispersion design to prevent filler agglomeration.
Quality Control: Regularly test the sheet surface gloss, wear resistance, and dimensional stability to ensure compliance with application requirements.
















